WFY4-50NC螺旋盤管生產線
技術協議書
新鄉市長豐冷彎設備有限公司
地址:河南省新鄉市鳳泉區西瑪大道339號
網址:www.hhkdzr9.cn
盤管生產線技術協議
1、 總則
1.1本技術方案僅限于公司與新鄉長豐冷彎設備有限公司就購買盤管自動生產線的訂貨使用。
1.2本技術方案提出的是*低限度技術要求,并未對一切技術細節作出規定,也未充分引述有關標準和規范的條文,供方應保證提供符合技術協議書和有關*新工業標準的優質產品。
1.3如需方沒有以書面形式對本技術方案書的條文明確提出異議,則供方提供的主品應完全滿足本技術方案書的要求。
1.4本技術方案書所使用的標準如遇與供方所使用的標準發生矛盾時,按較高標準執行。
1.5本技術協議書規定的技術要求以及引用的標準是生產線的驗收標準
2、 生產線設計、制造、檢驗、安裝應遵循或參照的主要現行標準。
JB/1829鍛壓機械通用技術條件
GB/17120-1997鍛壓機械安全技術條件
GB/T5226.1-1996工業機械電氣設備**部分:通用技術條件
GB/T15706-1995機械安全
JB/T5000.1-1998產品檢驗
JB/T5000.9-1998切削加工
JB/T5000.10-1998裝配
GB15578-1995電阻焊機的安全要求
GB/T8366-2004阻焊電阻焊機機械和電器要求
2.2生產線的通用技術要求
2.2.1生產線加工精度按主要技術參數有關項目要求。
2.2.2生產線震動無異常,運行時生產線低于85分貝。
2.2.3焊接要求:所有焊接件的焊縫外觀尺寸做到高低寬窄均勻,與母材的連接應過渡平緩,并進行除飛濺及必要的打磨,使表面勻稱美觀。
2.2.4所有鋼材結構件焊后均應進行退火處理消除焊接內應力,保證其具有高強度及高的精度穩定性。
2.2.5生產線的精加工表面在制造、裝配、運輸過程中應采取涂防銹油等防銹措施,非加工表面應采取涂防銹漆等防腐處理措施。
2.2.6生產線外觀油漆顏色按用戶要求執行。
2.2.7生產線所有軸承必須采用國內名牌(哈瓦洛)產品。
2.2.8軋輥材質GCr15,淬火硬度HRC58-62,其余應為正規廠家產品
2.2.9所有與工件接觸的器件必須考慮對工件的保護。
2.3輥彎原材料及產品要求
2.3.1盤管材料:φ57/φ45/φ32單頭
2.3.2盤管材質:合金鋼
2.3.3鋼管厚度:2mm≤φ≤10mm
2.3.3一次彎管數量:壹根
2.3.4盤管*小直徑(中徑):600mm(特殊尺寸請簽合同前告知)
2.3.5盤管螺距范圍:0~500mm(特殊尺寸請簽合同前告知)
2.3.6盤管直徑設計范圍:600~4000mm(特殊尺寸請簽合同前告知)
2.3.7盤管長度:≤6000mm(特殊尺寸請簽合同前告知)
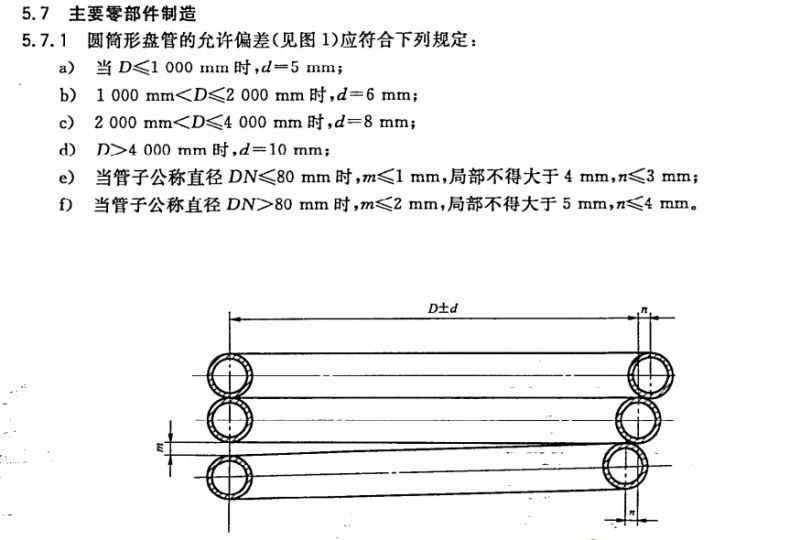
2.3.8盤管直徑精度:小于下圖所示國標范圍
2.3.9生產線電力總負荷:18.7KW
2.4生產線品質要求和環境適應能力
2.4.1 生產線應由全新設備組成,各零部件選用優質材料制造,配套的機械、電器元件和控制系統是**、優質、可靠的產品。
2.4.2 生產線各個設備單元應保證運行穩定可靠、耐用持久,操作、維護方便。在下列工作環境可24小時連續穩定運行:
a. 環境溫度:0℃~40℃,相對濕度:≤90%(25℃)
b. 三相交流電源:380V(±10%),50HZ
c. 單相交流電源:220V(±10%),50HZ
2.5設備配置及工藝說明
2.5.1生產工藝流程:
無動力輥道托架(自備)→盤管主機→出料托架(包括立托架和水平輥道托架)
2.5..2生產線設備設置
序號 | 設備名稱 | 單位 | 數量 | 配載動力 | 備 注 |
1 | 無動力輥道 | 套 | 1 | 客戶自備 | |
2 | 盤管主機 | 臺 | 1 | 7.5kw | 變頻調速 |
3 | 立托料架 | 套 | 1 | 2.2kw | 普通電機 |
4 | 水平托桿動力 | 套 | 1 | 3.0kw | 變頻調速 |
5 | 伺服系統 | 套 | 1 | 6.0kw | 伺服電機 |
6 | 控制系統 | 套 | 1 | PLC+觸摸屏,獨立數控操作柜 | |
電 機 功 率 合 計 | 18.7kw | ||||
2.6設備配置及相關參數說明
2.6.1無動力輥道(客戶自備)
用于管材冷彎前的托料、焊接用托架。采用型鋼焊接而成,結構穩固牢靠,保證使用穩定性。客戶可按現場空間參考圖紙制作。
2.6.2盤管機主機
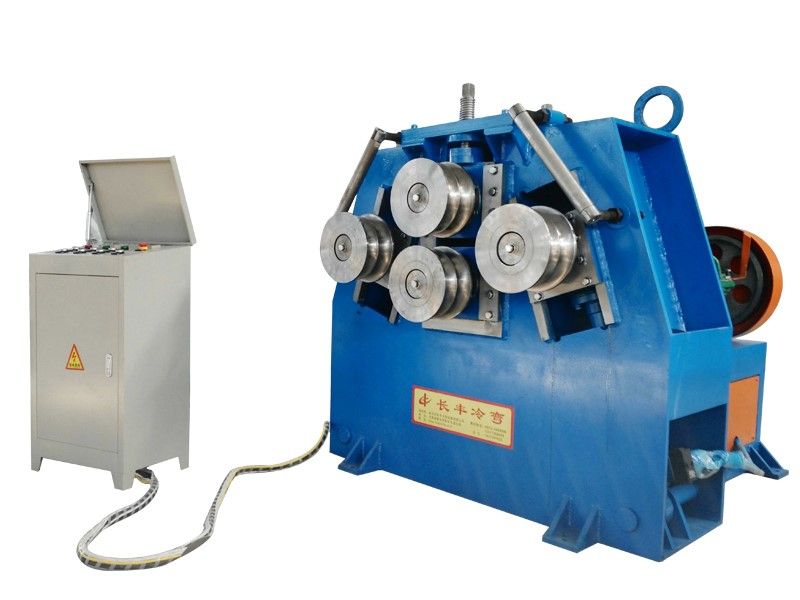
功能:將管材滾彎至所需直徑并按所需導程順利出料,生產出符合尺寸要求的螺旋盤管。
結構:床身采用Q235鋼板焊接結構,除應力退火處理,數控鏜床加工,以保證精度。主機采用四輥結構,中間一對輥采用齒輪傳動模式。雙側進料,可制作正反旋向盤管。
主機傳動模式:變頻電機—減速機—聯軸器—盤管機主軸。
半徑控制模式:伺服電機—滾珠絲杠電缸—移動輥輪。
參數表
成型主機參數表 | 備注 | |
輥輪材質 | GCr15鋼淬火 | 硬度 HRC58-62 |
輥輪直徑 | Φ270mm | 壹套,共計肆件 |
主軸材質 | 40Cr調質處理 | |
主軸直徑 | Φ80mm | |
電 機 | 7.5KW | 變頻調速電機 |
線速度 | 0~8m/min可調 | |
半徑調節 | 伺服電機 | 觸摸屏輸入所需彎曲半徑,系統自動計算 |
螺距調節 | 液壓式 | 刻度尺 |

2.6.3立托料架
功能及結構說明:用于盤管直徑和導程的校正,可根據螺距要求調節立輥位置,本設備立輥調節*大距離500mm,并帶有螺距修正裝置,保證管料在線螺旋盤制過程中運行的穩定性。由型鋼焊接機架、水平托輥、豎直托輥、液壓升降、螺距修正裝置組成。
2.6.4水平輥道托架
功能及結構說明:用于管料料在盤制過程中出料端螺旋盤管的支撐,機架由型鋼、托板焊接而成。用φ159*8鋼管作為支撐輥,根據盤管直徑大小調節升降高度,并由3.0kw變頻電機調速驅動同步旋轉,以消除盤管出料時摩擦阻力,保證盤管直徑精度。
參數表
備注 | ||
長度 | 6000mm | |
驅動功率 | 3.0kw | 變頻調速 |
.2.2.6伺服系統
為盤管機移動輪提供動力,輸入所需彎曲半徑,系統自動按材料實際性能(包括回彈量)計算移動滾輪位置,從而彎曲準確半徑。
液壓系統參數表 | 備注 | |
伺服電機 | 3.0kw | 2臺 |
電缸推力 | 20噸 | 2臺 |
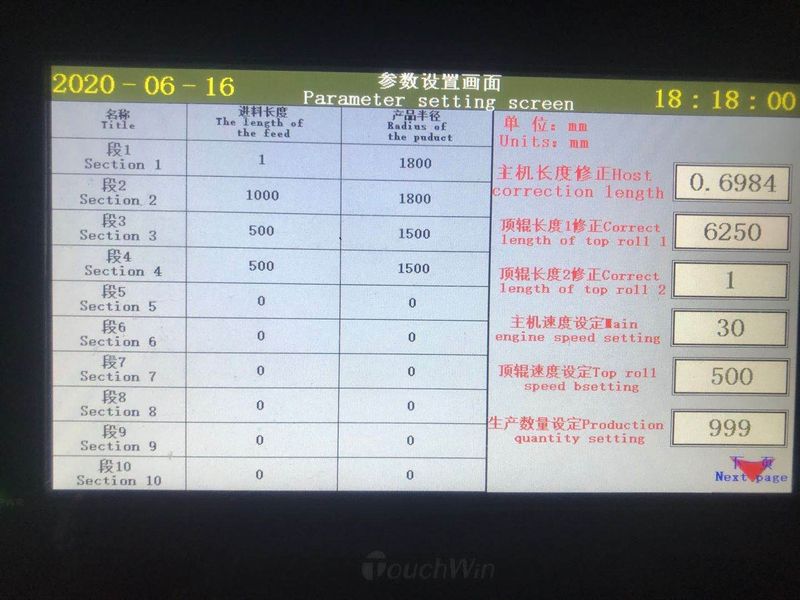
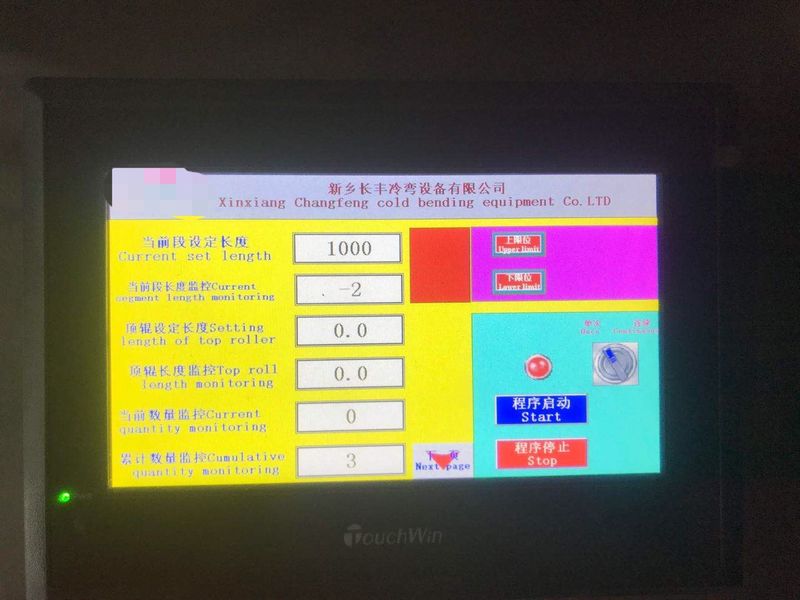
2.2.7數控系統
功能及操作方式:
※控制整個生產線的開啟、運轉和停止,配有配電柜、操作臺。操作面板開關可以操作整機各單元設備運行,設急停開關。簡易操作,將圖形分成單一的弧和直線和半徑輸入。
※實際操作時,只需在界面內輸入所需彎曲半徑,設備自動按設定半徑彎圓。
※系統中設有26段彎曲半徑的分步設置,控制系統能夠精確和穩定的滿足彎曲要求,可以保證多個半徑的彎曲。

※設備也可實現手動操作。
3、 售后服務
3.1設備的保質期為12個月。自設備驗收合格之日起開始計算。質保期內設備發生故障,供方在12小時內予以答復。無法排除故障時,供方派人在48小時內到達生產現場。
3.2質保期內設備在正常使用中發生的零部件損壞,供方負責到達需方現場免費更換。非正常使用發生的零部件損壞,供方給予更換,并收取成本費用。
3.3質保期滿后,供方對需方提供長期的技術支持和有償服務。
3.4供方提供技術培訓工作。需方負責安排操作人員和設備維修人員參加,并保持人員的相對穩定。
買方:賣方:新鄉市長豐冷彎設備有限公司(章)
簽字:簽字:
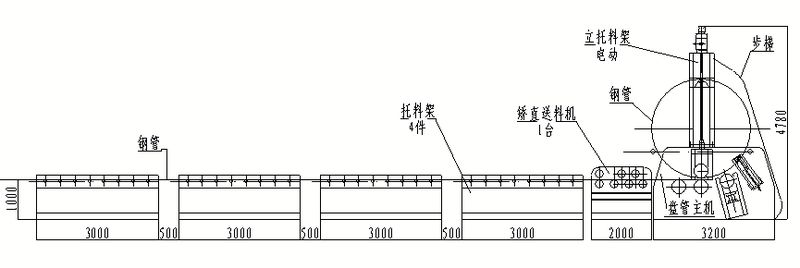
4、附生產線示意圖

4、 生產線主要技術參數
型號 技術參數 | WFY4-50NC | ||
型材*大抗彎截面模數 cm3 | 45 | ||
卷彎速度m/min | 0~8 | ||
型材屈服*限MPa | 245 | ||
標準模具直徑mm | ?270 | ||
軸端直徑mm | 80 | ||
液壓缸推力t | 18 | ||
主電機功率KW | 7.5 | ||
盤管 能力 | 單根 | *大盤管管材直徑mm | ?89X8 |
*小彎曲半徑mm | 300 | ||
雙根 | *大盤管管材直徑mm | ?76X6 | |
*小彎曲半徑mm | 350 | ||
叁根 | *大盤管管材直徑mm | ?51X5 | |
*小彎曲半徑 | 300 | ||
肆根 | *大盤管管材直徑mm | ?38X5 | |
*小彎曲半徑 | 300 | ||
6、生產現場實物圖


